Ez a bejegyzés ehhez a bejegyzéshez kapcsolódik illetve még egy későbbihez fog segítségül szolgálni. Csak azért hogy nagyjából érthetőek legyenek majd a bejegyzések akár az eddigiek akár a későbbiek.
http://korokcsodai.blogspot.com/2012/04/felvetesek-az-europai-pancelok.html
A múlt:
Az alkimisták szerint a vas nem volt más, mint a föld belsejében keletkezett fémtömeg összesűrűsödött és megmerevedett gőze. Úgy gondolták, hogy a vas is és a többi fém is két vegyületből jött létre, ami a higany és a kén. A fémek összetételét azonosnak tekintették csak a tisztaságukban láttak eltérést. Az arany volt a legtisztább fém a vas pedig a legkevésbé tiszta.
Az acélról a következőt írja le Albertus Magnus „De mineralibus et rebus metalicis” című 1969-ben megjelent munkájában:
„Az acél ugyan az a fém, mint a vas csak tisztább ennél, mivel a vas víz-elemeit desztillációval elgőzölögtették, a vas ezzel csak töményebbé és szilárdabbá vált s ezt a tűz erejével érte el. Ha a vasból eltávolítjuk a földi szennyezettséget, a vas megtisztul, fehéredik, keményedik, s mikor már túlságosan kemény kalapáccsal darabokra verhető.”
A jelen:
A vasat ércekből nyerik ezeknek legfontosabb fajtái:
Mágnesvasérc – magnetit (vastartalma 60-70%)
Vörösvasérc – hematit (vastartalma 40-60%)
Barnavasérc – limonit (vastartalma 28-40%)
Vaspát – Sziderit (vastartalma 30-40%)
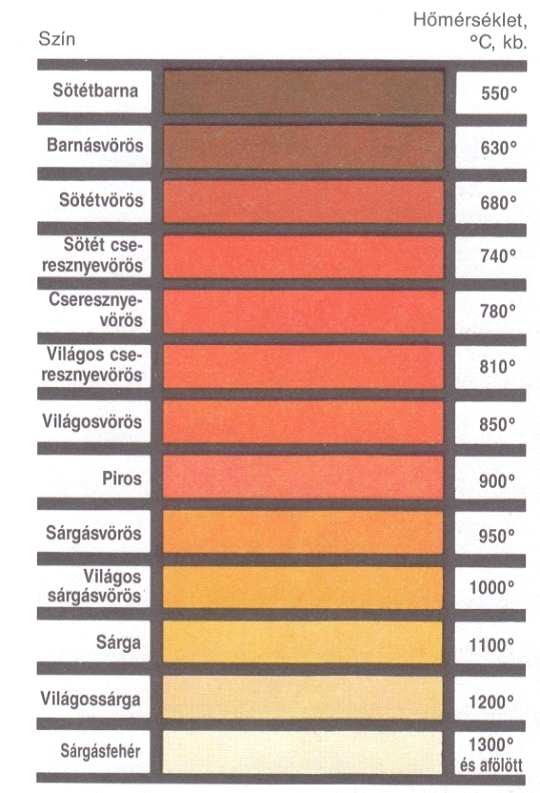
Acélnak nevezzük azokat a vaskarbon ötvözeteket, amelyek 0,02%-tól 2%-ig terjedő mennyiségig tartalmaznak szenet. Az acélok zöme 700-900°C alatt más kristályszerkezetű alfa vas, mind e fölött gamma vas.
Fémek szerkezete
A fémek nagy része köbös rácsban kristályosodik.
A köbös térrács változatai:
Három féle szerkezetet különböztethetünk meg:
- Egyszerű köböset
- Térközepes köböset
- Lapközepes köbös
Színfémek:
A színfémek azonos hőfokon olvadnak meg és derednek meg. Tehát egyidejűleg jelen van a szilárd és a folyékony állapot is.
Ötvözetek:
Ritkán használnak a gyakorlatban színfémeket. A színfémek tulajdonság sokszor javítható ötvözéssel. Például nagyobb kopásállóság, szilárdság, alakíthatóság, önthetőség stb… érhető el.
A két anyagötvözéskor egymással az alábbi kapcsolatokat létesíthetik:
- szilárd oldat keletkezik: A szilárd oldatok a fém és az oldott anyag atomjai az oldó anyag rácsszerkezetét veszik fel.
- vegyület keletkezik
- eutektikum vagy eutektoid keletkezik
A szilárd oldatnak két fajtája jöhet létre:
Szubsztitúciós (helyettesítéses) vagy intersztíciós (beékelődéses).
Intersztíciós vegyületeket nagy atomsugarú fémek kis atomsugarú elemekkel alkothatnak. Ilyen például az Fe3C (vaskarbid) A forgácsoló szerszámok anyagai ilyen jellegű vegyületek, amelyek karbidokat képeznek, például wolfram, króm- és titánkarbidok.
Vegyület keletkezik, ha két elem kémiai reakció során molekulákká alakulnak és más tulajdonságú anyagot hoznak létre, melynek szerkezete független az eredeti anyagok szerkezetétől. A fémes vegyületek rácsszerkezetében nem jön létre csúszás ezért ezek igen kemények.
Eutektoid vagy eutektikumot a kristályos fázisok bármelyike létrehozhatja bármelyik
kristályos fázissal.
Színvas:
Szén és vas ötvözetek
A szénnek fémekkel alkotott vegyületeit karbidoknak nevezik.
Ezek általában nagyon kemény és rideg anyagok. Minél nagyobb mennyiségben található karbid egy ötvözetben az annál ridegebb, nehezebben megmunkálható. Szén a vassal vaskarbidot, más néven cementitet
képez. A 2,06% széntartalomig terjedő mező vas-szén ötvözeteit acélnak nevezzük. A nagyobb széntartalmú ötvözetek 2,06-6,67%-ig az öntöttvasak.
A vas-szén (vas-cementit) fázisdiagram szövetszerkezettel.
piros - olvadék, zöld - ausztenit, szürke - cementit, sárga - ledeburit, világoskék - ferrit,
sötétkék - perlit.
A perlit és a ledeburit összetett szövetelem, egy finomabb fölbontásban jellegzetes
szövetszerkezetet tartalmaz.
Vas-karbid szövetelemek
Ferrit:
Kevés szenet képes oldani ezért tisztavasnak tekinthetjük. A leglágyabb vaskarbon ötvözet. Kis karbon tartalmú acélokban világos színű, sokszög alakú kristályok formájában, nagyobb C-tartalmú acélokban ferrithálóként, továbbá az öntöttvasban a grafitkiválások környékén önálló kristályként fordul elő. Az anyagtudományban használt elnevezése a vasnak ferrit vagy más néven alfa-vas (α-Fe). (lapcentrált köbös szerkezetű kristály) A ferrit az acél és öntöttvas fő alkotórésze, ezáltal mágneses a vas. A közönséges acél főleg ferritet tartalmaz, a széntartalommal növekszik a perlit mennyisége is. Mivel a bainit vagy más néven ledeburit és a perlit egyik összetevője a ferrit.
Minden vas szén ötvözet tartalmaz bizonyos mennyiségű ferritet, ha szobahőmérsékleten eléri a kémiai egyensúlyt.
A ferrit szövetképe. Közel tiszta vas.
Ausztenit:
Jó szénoldó és korrózióálló képességgel rendelkezik. Ausztenit vagy gamma vas (γ-Fe.) (Laponcentrált köbös szerkezetű kristály). Az ausztenit az acélnak fontos alkotórésze. Az ausztenit paramágneses.
Az ausztenit szövetképe
Cr-Ni-t tartalmazó ausztenit szövetképe
Perlit
A Perlit nevét a nautilus házának lemezes szerkezetéről kapta, melyet angolul mother of pearl-nek, gyöngy
anyjának hívnak.
Perlit az ausztenit átalakulásakor keletkezik, felváltva tartalmaz ferritet és cementitet. A perlit lemezes szövetszerkezetű, 88 súlyszázalék ferritet és 12 súlyszázalék cementitet tartalmaz. Perlit akkor keletkezik, ha egy eutektoidos reakció során az ausztenitből, ha lassan hűtik 723 °C alá. A perlitnek van szemcsés szerkezetű változata is, ez edzett és megeresztett acélban mutatható ki. A telített ausztenit bomlás terméke ferrit és cementit rétegekből áll.
A perlit szövetképe
Ledeburit:
723°C-nál nagyobb hőmérsékleten cementit mezőbe ágyazott gömbölyded vagy tojásdad alakú ausztenit kristályokból áll. Kemény, rideg, kopásálló, képlékenyen nem alakítható.
A ledeburit szövetképe
1148 °C-on kristályosodik 4.30% C tartalommal.
Cementit vagy vaskarbid Fe3C:
Kemény rideg anyag mely bonyolult rácsszerkezettel rendelkezik. Mikroszkóp alatt vizsgálva fényes fehér színű. Az ötvözeteket törékennyé teszi.
Három változata van:
1. elsődleges vagy primer: 4,30%-nál nagyobb széntartalmú és 1148°C fölött jön létre
2. másodlagos vagy szekunder: 0,77 %-nál nagyobb széntartalmú ausztenitből válik ki 1148 – 727 °C között.
3. tercier vagy harmadlagos: a ferritből alakul ki 727°C alatt.
Martenzit:
Kemény, tűs szerkezetű szövetelem. Az acél edzésekor jön létre ausztenitből, hírtelen lehűtéskor. γ vas átalakul α vassá. A martenzit meta stabil, szénnel túltelített α vas. A martenzit igen kemény és rideg szövetelem.
A martenzit szövetképe
Bénit - bainit:
Keménysége a martenzit és a finom perlité között van.
Ausztenit 727°C- alatt, az átalakulás befejeződéséig való hőn tartása során képződik. Ferritbe ágyazott karbid kristályok alkotják.
A bénit szövetképe
Szferoidit:
A martenzit bomlásterméke. Megeresztéssel alakítható ki.
A szferoidit szövetképe
Egyéb érdekesség:
A nikkel nevének eredte: Az angol öntők és kohómunkások 1-1 sikertelen csapolás után azt hitték,
hogy a sikertelenség oka maga az ördög, akit maguk között az öreg Nicknek neveztek. Ebből a
babonás hiedelemből és egy sikertelen öntés alapján született a nikkel neve.
A kobalt nevének eredete: Egy másik alkalommal, amikor vasérc közé egy másik érc keveredett s az
öntéskor nem vas folyt ki az öntőnyíláson a babonás öntők ezt is természetfölötti jelenségnek vélték és
azt hitték, hogy a koboldok változtatták át az öntött vasat más fémmé. Ennek a fémnek a kobalt nevet
adták.
Felhasznált irodalom:
Václav Koval: élet és halál féme a vas. Táncsics könyvkiadó Budapest 1965
Dr. Nagy Géza: Technológiai Rendszerek, Széchenyi István Főiskola Győr 2001
Interaktív hegesztés: A szerkezeti anyagok felosztása és felhasználása
Fiedler György: Anyagismeret 1999
University of Cambridge: Interpretation of the Microstructure of Steel